商铺名称:上海多木实业有限公司
联系人:闫连涛(先生)
联系手机:
固定电话:
企业邮箱:15172456850@163.com
联系地址:上海市嘉定区丰登路615弄2号
邮编:
联系我时,请说是在百强农机网上看到的,谢谢!
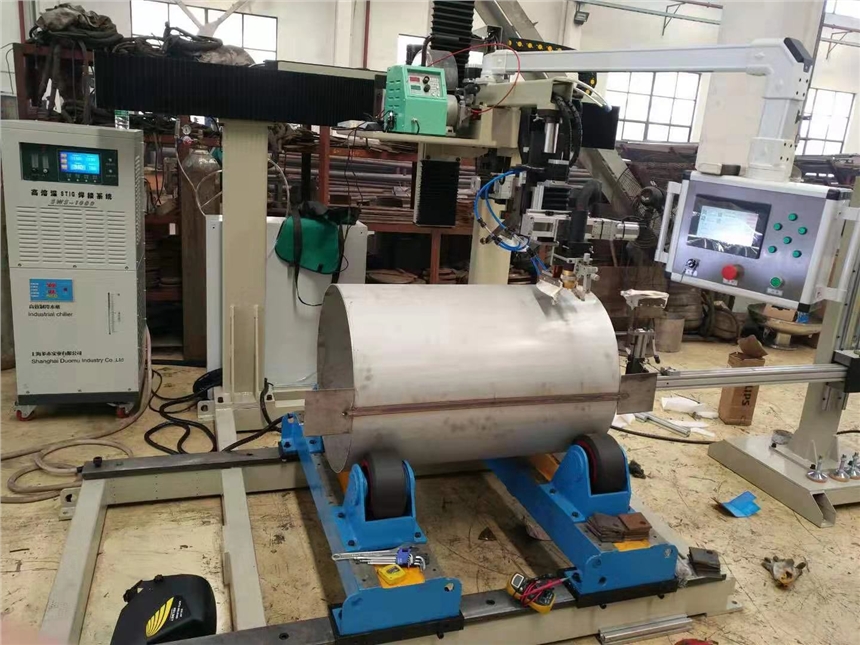
高溶深焊接介绍及其技术参数
高溶深焊接系统可以为进行的每一次焊接作业采集详细的焊接数据,并将这些数据储存在本地硬盘中或云服务端,真正做到完整的焊接数据可追溯、可监测、可维护。高溶深统的控制器被设计为能够与任何形式的装置自动化设备真正融为一体,从机器人与折边机到旋转混合器和定位器等,并且可以对许多外接装置进行控制。连接到互联网时,高溶深系统的控制器就可以从高溶深网站对其固件和软件进行后台自动更新。
在管道和压力容器产品的生产中,中厚板碳钢和不锈钢焊接非常广泛。根据实际生产情况,常用的埋弧焊、氩弧焊和等离子三种焊接工艺。但这三种常规工艺都有很大的局限性。
埋弧焊:无法实现单面焊双面成型,必须反面气刨清根,生产效率低
氩弧焊:熔深浅,熔敷率低,必须开坡口多层多道焊,生产效率低
等离子:设备要求高,对工件组对要求高,表面焊道窄,系统性价比低
针对传统工艺存在的局限性,澳大利亚研究机构结合了等离子和氩弧焊的优点,研究开发出高溶深焊接工艺,即锁孔高效熔深氩弧焊。
|
序号 |
项目 |
埋弧焊 |
氩弧焊 |
等离子焊接 |
高溶深焊接 |
高溶深焊接优点 |
|
1 |
单面焊双面成型 |
否 |
是 |
无需清根 |
||
|
2 |
大溶深 |
20毫米 |
3毫米 |
10毫米 |
16毫米 |
穿透性强 |
|
3 |
中厚板是否坡口 |
不需要 |
需要 |
焊材消耗少 |
||
|
4 |
中厚板一次成型 |
焊接效率高 |
||||
|
5 |
表面是否美观 |
表面成型好 |
||||
|
6 |
组对间隙要求 |
≤2 |
≤0.5 |
组对要求低 |
||
|
7 |
耗材需求 |
需焊丝焊剂 |
焊丝消耗多 |
需等离子气 |
焊丝消耗少 |
耗材要求少 |
|
8 |
大焊接速度 |
400毫米/分 |
200毫米/分 |
500毫米/分 |
1000毫米/分 |
无需引弧板 |
|
9 |
引/收弧缺陷 |
有 |
无 |
系统效率高 |
||
|
10 |
额定负载暂载率 |
60% |
100% |
|
2
效果焊接技术是一种高速的单程全熔透焊缝焊接技术,它不需要焊丝、不需要开破口,也不需要专业技术操作人员,却能够以比普通钨极氩弧焊技术快100倍的速度对厚达16mm的材料进行完美焊接。
高溶深焊接工艺是在传统TIG焊接的基础上通过大电流 (>300A) 形成的较大电弧压力与熔池液态金属的表面张力实现相对平衡 ,形成小孔实现熔深焊接。焊接过程稳定波纹细腻成型美观,焊缝的微观组织和力学性能优于TIG焊,是真正的高效、高速、低成本的焊接方法。已在国外大量工业化运用。
出色的精密焊接技术。
高溶深的焊接作业是自动完成的,不需要填充焊丝,整个焊接过程为单程全溶透焊缝焊接。其焊缝为100%的母质层,没有多条熔合线,完全消除了夹渣,气孔以及许多焊接工艺常见的其它缺陷。高溶深的无波纹焊接溶池保证了盖面层与打底层的超高质量,完全不需要背面清根,表面抛光,清洗与打磨。