目 录
一 锡珠的产生及处理
二 立碑问题的分析及处理
三 桥接问题
四 常见印刷不良的诊断及处理
五 不良原因的鱼骨图
六 來料拒焊的不良现象认识
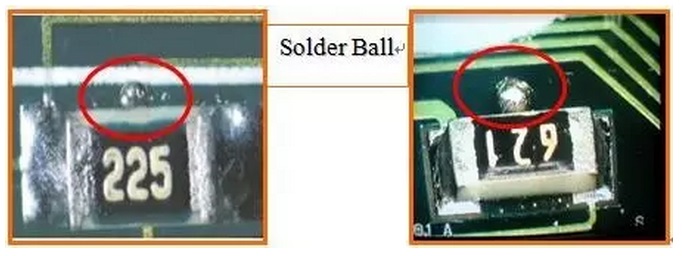
一 焊锡珠产生的原因及处理
焊锡珠( SOLDERBALL )现象是表面贴装(SMT)过程中的主要缺陷,主要发生在片式阻容元件(CHIP)的周围,由诸多因素引起。
因素一:焊膏的选用直接影响到焊接质量
焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度度都能影响焊珠的产生。
a. 焊膏的金属含量
焊膏中金属含量其质量比约为88%~92%,体积比约为50%。当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容结合而不被吹散。此外,金属含量的增加也可能减小焊膏印刷后的“塌落”,因此,不易产生焊锡珠。
b. 焊膏的金属氧化度
在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。实验表明:焊锡珠的发生率与金属粉末的氧化度成正比。一般的,焊膏中的焊料氧化度应控制在0.05%以下,最大极限为0.15%。
c. 锡膏中金属粉末的粒度
锡膏中粉末的粒度越小,锡膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的锡膏时,更容易产生焊锡粉。
d. 锡膏中助焊剂的量及焊剂的活性
焊剂量太多,会造成锡膏的局部塌落,从而使锡珠容易产生。另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。免清洗锡膏的活性较松香型和水溶型锡膏要低,因此就更有可能产生锡珠。
e. 其它注意事项
此外,锡膏在使用前,一般冷藏在冰箱中,取出来以后应该使其恢复到室温后打开使用,否则,锡膏容易吸收水分,在再流焊锡飞溅而产生锡珠。
因此,锡膏品牌的选用(工程评估)及正确使用(完全依照锡膏使用管理办法),直接影响锡珠的产生。
因素二:钢板(模板)的制作及开口
a. 钢板的开口
我们一般根据印制板上的焊盘来制作钢板(模板),所以钢板的开口就是焊盘的大小。在印刷锡膏时,容易把锡膏印刷到阻焊层上,从而在再流焊时产生锡珠。因此,我们可以这样来制作钢板,把钢板的开口比焊盘的实际尺寸减小10%,另外,可以更改开口的外形来达到理想的效果。
b. 钢板的厚度
锡膏在印制板上的印刷厚度。锡膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.13mm-0.17mm之间。锡膏过厚会造成锡膏的“塌落”,促进锡珠的产生。
因素三:贴片机的贴装压力
如果在贴装时压力太高,锡膏就容易被挤压到元件下面的阻焊层上,在回流焊时锡膏熔化跑到元件的周围形成锡珠。解决方法可以减小贴装时的压力,并采用合适的钢板开口形式,避免锡膏被挤压到焊盘外边去。
因素四:炉温曲线的设置
锡珠是在印制板通过回流焊时产生的,在预热阶段使锡膏和元件及焊盘的温度上升到120C—150C之间,减小元器件在回流时的热冲击,在这个阶段,锡膏中的焊剂开始汽化,从而可能使小颗粒金属分开跑到元件的底下,在回流时跑到元件周围形成锡珠。在这一阶段,温度上升不能太快,一般应小于2.0C/s,过快容易造成焊锡飞溅,形成锡珠。所以应该调整回流焊的温度曲线,采取较适中的预热温度和预热速度来控制锡珠的产生。
其他外界因素的影响:
一般锡膏印刷时的最佳温度为25℃±3 ℃,湿度为相对湿度40%-60%,温度过高,使锡膏的黏度降低,容易产生“塌落”,湿度过高,锡膏容易吸收水分,容易发生飞溅,这都是引起锡珠的原因。另外,印制板暴露在空气中较长的时间会吸收水分,并发生焊盘氧化,可焊性变差。
二 立碑问题分析及处理
矩形片式元件的一端焊接在焊盘上,而另一端则翘立,这种现象就称为立碑。引起该种现象主要原因是锡膏熔化时元件两端受力不均匀所致。
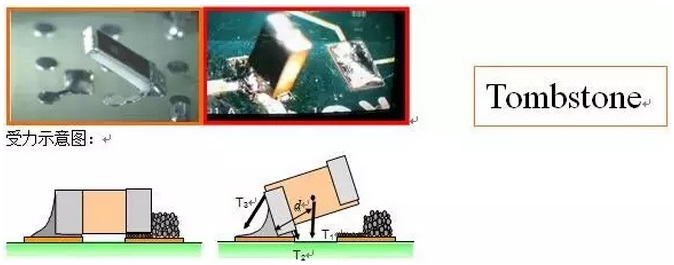
T1 + T2 <T3
T1. 零件的重力使零件向下
T2. 零件下方的熔锡也会使零件向下
T3. 锡垫上零件外侧的熔锡会使零件向上
因素一:热效能不均匀,焊点熔化速率不同
我们设想在回流焊炉中有一条横跨炉子宽度的回流焊限线,一旦锡膏通过它就会立即熔化。片式矩形元件的一个端头先通过回流焊限线,锡膏先熔化,完全浸润元件的金属表面,具有液态表面张力;而另一端未达到183°C液相温度,锡膏未熔化,只有焊剂的粘接力,该力远小于再流焊锡膏的表面张力,因而,使未熔化端的元件端头向上直立。因此,保持元件两端同时进入回流焊限线,使两端焊盘上的锡膏同时熔化,形成均衡的液态表面张力,保持元件位置不变。
a. PCB pad大小不一,可使零件两端受热不均;
b. PCB pad分布不当(pad一端独立,另一端与大铜面共累)
因素二:元器件两个焊端或PCB焊盘的两点可焊性不均匀
因素三:在贴装元件时偏移过大,或锡膏与元件连接面太小
针对以上个因素,可采用以下方法来减少立碑问题:
①适当提高回流曲线的温度
②严格控制线路板和元器件的可焊性
③严格保持各焊接角的锡膏厚度一致
④避免环境发生大的变化
⑤在回流中控制元器件的偏移
⑥提高元器件角与焊盘上锡膏的之间的压力
三 桥接问题
焊点之间有焊锡相连造成短路
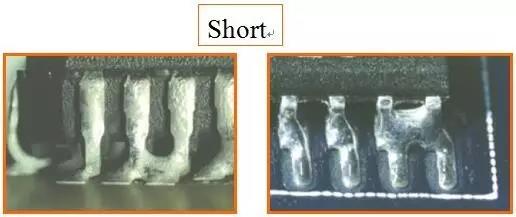
产生原因:
①由于钢网开孔与焊盘有细小偏差,造成锡膏印刷不良有偏差
②锡膏量太多可能是钢网开孔比例过大
③锡膏塌陷
④锡膏印刷后的形状不好成型差
⑤回流时间过慢
⑥元器件与锡膏接触压力过大
解决方法:
①选用相对粘度较高的锡膏,一般来说,含量在85—87%之间桥连现象较多,至少合金含量要在90%以上。
②调整合适的温度曲线
③在回流焊之前检查锡膏与器件接触点是否合适
④调整钢网开孔比例(减少10%)与钢网厚度
⑤调整贴片时的压力和角度
四 常见印刷不良的诊断及处理
渗锡 :印刷完毕,锡膏附近有多余锡膏或毛刺
原因 : 刮刀压力不足 , 刮刀角度太小 , 钢板开孔过大 , PCB PAD尺寸过小(与GEBER FILE內数据比较), 印刷未对准 , 印刷机SNAP OFF设定不合理 , PCB与钢板贴合不紧密 , 锡膏粘度不足, PCB或钢板底部不干淨 .
锡膏塌陷锡膏粉化:锡膏在PCB上的成型不良 , 出现塌陷或粉化现象
原因 : 锡膏內溶剂过多 , 钢板底部擦拭時过多溶剂 , 锡膏溶解在溶剂內 , 擦拭纸不捲动 , 锡膏品质不良 , PCB印刷完毕在空气中放置時间过長 , PCB溫度过高
锡膏拉尖(狗耳朵):钢板开孔不光滑 , 钢板开孔尺寸过小 , 脫模速度不合理, PCB焊点受污染 ,锡膏品质异常 , 钢板擦拭不干淨
少锡:板子上锡膏量不足
原因 : 钢板开孔尺寸不合理 , 钢板塞孔 , 钢板脏污 , 脫模速度方式不合理 。
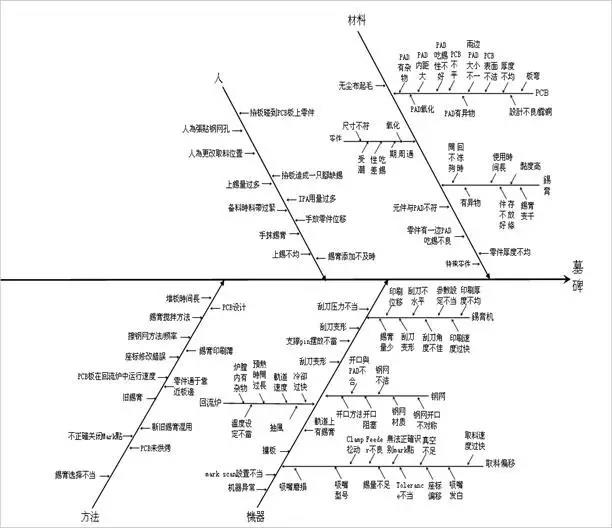
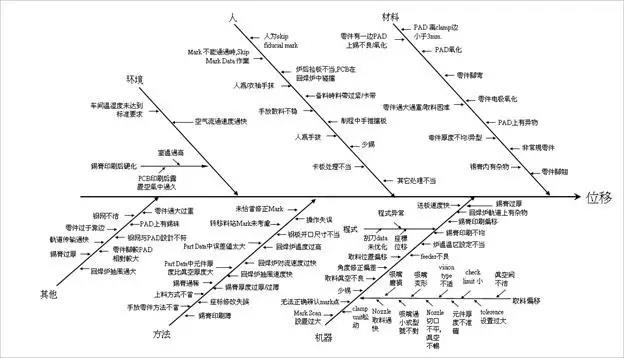
五 其他不良产生的鱼骨图(位移):
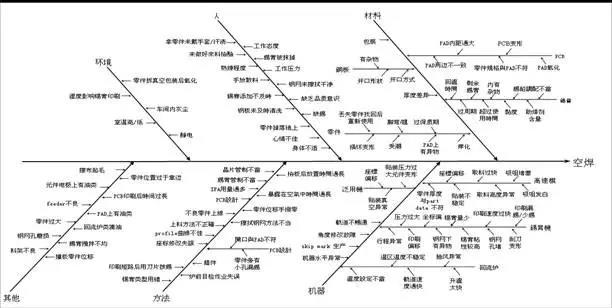
拒焊 空焊:
零件吃锡不良
板子吃锡不良
REFLOW溫度设定不佳
锡膏性能不佳
PCB受污染
人员作业未佩帶靜電手套
杂质在零件下
其它如 : 撞板、堆叠、运送等均会造成SMT贴裝等过程中的不良发生率
其他不良产生的鱼骨图(空焊):
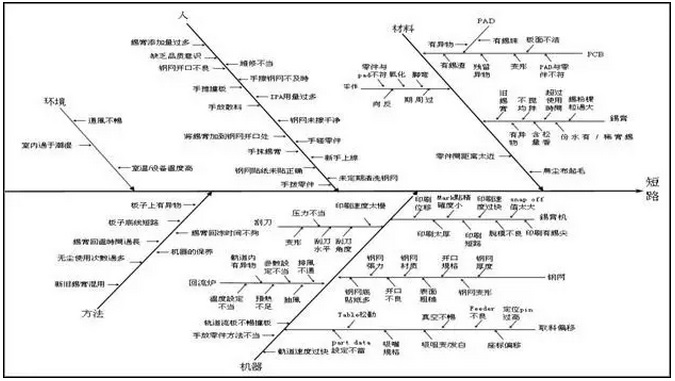
短路 开路 :
锡膏印刷偏移
锡膏厚度不合理
贴片偏位
贴片深度不合理
零件贴裝完成后PCB移动量过大,造成零件移动
人为缺失
锡膏抗垂流性不佳
锡膏粘度不足
锡膏金属含量不足
锡膏助焊剂功能不良
其他不良产生的鱼骨图(短路):
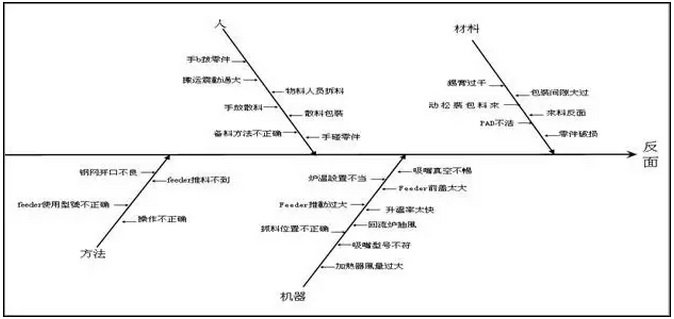
其他不良产生的鱼骨图(反白):
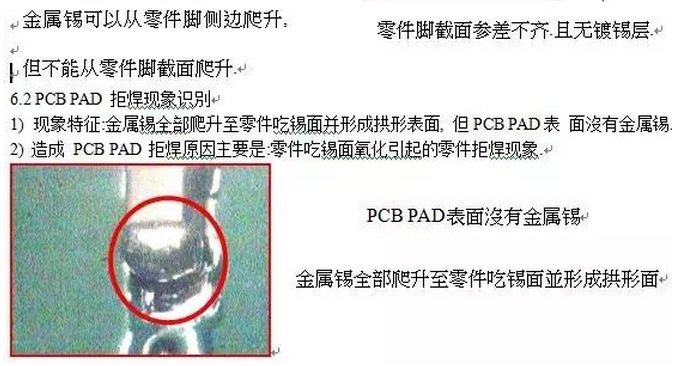
六 來料拒焊的不良现象认识
6.1 零件拒焊现象识別
1) 现象特征:金属锡全部滯留在PCBPAD表面,形成拱形表面.零件吃锡面沒有金属锡爬升.
2) 根據造成零件拒焊原因分類为:
a 零件吃锡面氧化引起的零件拒焊现象

6.3 零件翘脚引起的空焊现象识別
1) 现象特征:零件脚有不同程度的翘起.金属锡均勻地分布在PCB PAD上并形成平稳光泽.
2) 零件翘脚引起的空焊现象识別有兩种表现形式.
a 零件脚局部翘起呈月形


